


Boiler Feedwater Control
Jordan Mark 33 feedwater control valve maintains accurate level in boiler steam drum.
The Jordan Valve Mark 33 has proven to be the most reliable boiler feedwater valve in the market.
What is boiler feedwater control?
Feedwater control is the regulation of water into the boiler drum. As steam from the boiler is output to the header and to the associated process equipment, more water flows into the boiler drum to replace it. For a given volume of steam and blowdown leaving the steam drum, an equal amount of water should replace it in the boiler. The control scheme for this operation can be complex, including flow control and level control loops. The feedwater control valve, or drum level control valve, provides the means for controlling flow to the boiler.
Why boiler liquid level control is important
In continuous steam production, maintaining the proper liquid level in the boiler steam drum is extremely important. Safe and efficient steam production relies on excellent control of the water level. If there is an insufficient water level, the boiler water tubes may run dry and overheat. If there is too much water, liquid may be mixed with the steam as it exits, creating problems downstream and resulting in lower boiler efficiency. The narrow specification range of liquid level requires a well-designed control system including a responsive drum level control valve.
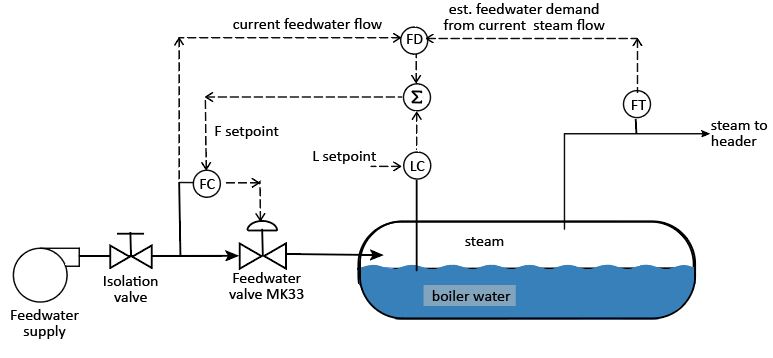
Boiler drum level control loop
Boiler drum level control loops can be designed using single element, two-element or three-element schemes. The three-element control loop is shown in the figure below. The operator sets the level setpoint to start. In single element control, only the level controller, LC, is used to send a signal back to the feedwater control valve. In two-element control, signals from LC and FT from the steam supply line are sent to a control module directing the feedwater valve. In three-element control, the current feedwater flow, the estimated feedwater demand based on the flow of steam to the header and the drum level are all fed into the module to generate a signal setting the flow setpoint of the feedwater valve. This scheme can take into account fluctuations in steam demand throughout the day and changes in feedwater supply.
Why the Jordan Sliding Gate Valve is a good solution for boiler feedwater control
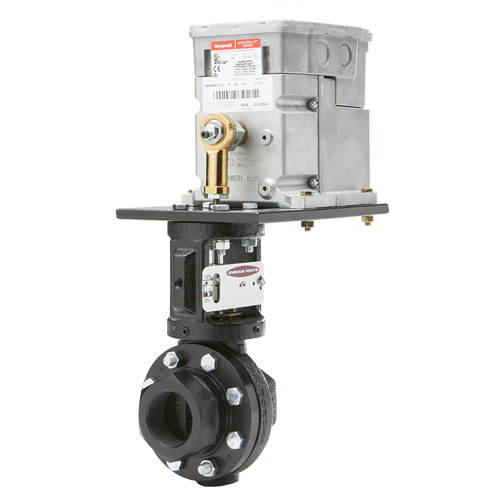
The Jordan Valve Mark 33 is an industrial grade motor-operated valve with proportional (resistance), on-off, 4-20 mA electronic control featuring the Jordan sliding gate seat technology. Drum level control valves need to be able to handle varying drum pressures as steam demand changes and handle a wide range of flow control for normal, start-up, high and low-demand operating conditions.
 Sliding Gate Technology
Sliding Gate Technology
In sliding gate technology, a sliding disk moves up and down along the surface of a stationary disk with multiple orifices, controlling the amount of flow through the valve. When closed, the valve has a tight seal (ANSI Class IV shut-off) which will prevent leaking water into the boiler drum. The flow path is straight through without any deviations resulting in less turbulence and quieter operation. The Mark 33 delivers exceptional pressure drop capabilities due to the short stroke of the sliding gate. The shorter stroke also delivers a fast response when steam demand or feedwater supply conditions change quickly or often. Multiple orifices result in higher precision for improved drum level control.
Heavy duty industrial grade motor
The 24VAC 50/60 Hz Honeywell actuators are split-phase, capacitor-type, enclosed in a gasketed die-cast magnesium housing with NEMA 3 rating. The short stroke of the sliding gate permits greater utilization of the motor torque output. Power is transmitted via a cam (instead of gears), allowing the valve to handle higher than usual pressure drop.
The long-lasting sliding gate design will provide superior control versus the typical ball valve construction.
Models include the Mark 33 in sizes 1/4″ through 2″ (DN8 through DN50), the high flow Mark 331/332 with Cv up to 70 (60,34 Kv) and the Mark 39 with three-way body.
Let us help you find the right valve for your application.
Related Application Stories

Steam Valve for Tire Curing Press
Jordan Valve sliding gate technology outperforms in challenging tire curing process

Better Steam Pressure Control Improves Drying for Coating Process
Jordan Mark 701 Sliding Gate Control Valves give Tighter Temperature Control, Faster Throughput

Steam Sterilization Process
Jordan Valve sliding gate valves with Jorlon® diaphragms outlast in challenging steam sterilizing process
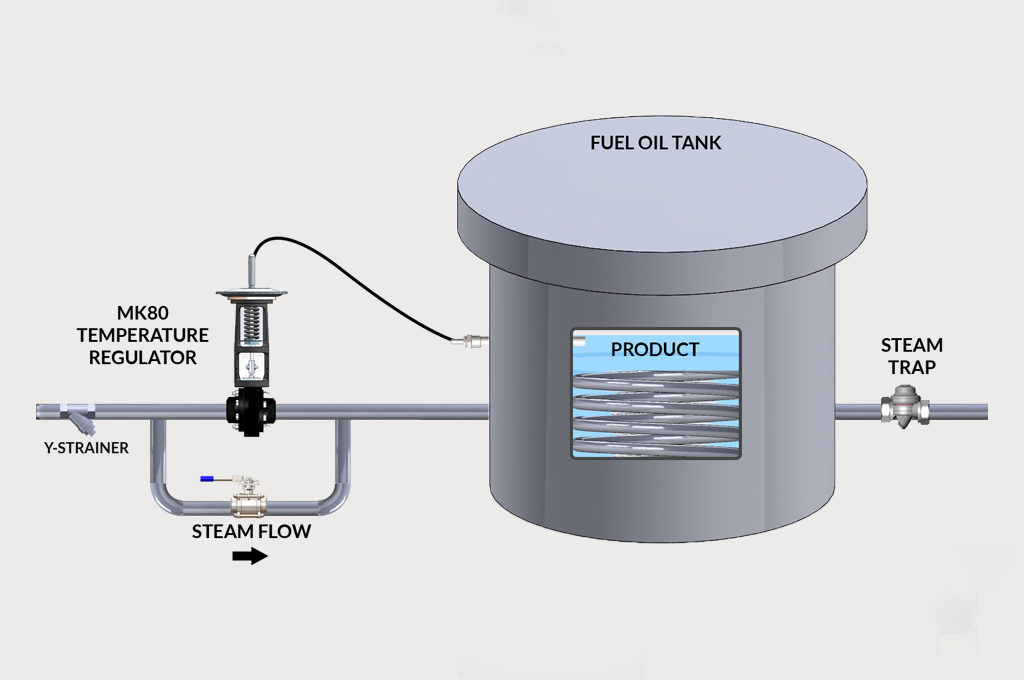

Steam Temperature Control of Jacketed Tanks
Steam pressure control is vital for maintaining consistent tank jacket temperature

Steam Curing Cinder Blocks
Accurate steam control for precision autoclave dryer performance

Precision Steam Control
Jordan Sliding Gate Valve for Precise, Efficient Steam Control
 Mark 33 Series Boiler Feedwater Control Valve
Mark 33 Series Boiler Feedwater Control Valve