


Pressure & Flow Control on Natural Gas Turbine Generators
Industries: Power Generation, Combined Cycle Gas Turbine, Simple Cycle Gas Turbine, Cogeneration / CHP, AI Data Center Power
Media: Natural Gas, Lubrication Oil, Steam, Condensate
Valve Requirement: Pressure Reducing Valves (PRV), Back Pressure Regulating Valves (BPRV), Temperature Regulating Valves (TRV), Control Valves, Ball Valves, Steam Traps
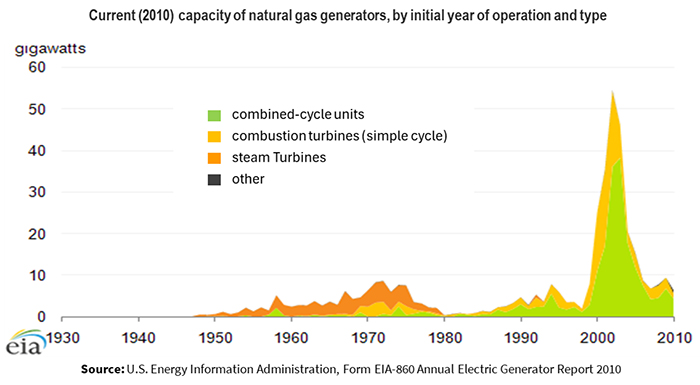
Over the last thirty years, the power utility industry and private power generators for heavy industry have standardized on natural gas turbines for power generation. A combination of lower natural gas market prices and congressional legislation led to a surge in demand for these units. Congress’ repeal of the Fuel Use Act in 1987 and lower natural gas market prices helped spur the expansion of natural gas turbines in the utility sector. Because of this, the use of gas turbines grew rapidly at the turn of the century and continues to this day.
Gas turbine generators represents a seven- to ten-digit capital equipment expenditure. They are mission-critical assets for the industry they serve, and failure – for whatever reason – in unacceptable. The companies that build this equipment have reliability in mind when they purchase components. Jordan and LowFlow valves are currently used by turbine generator manufacturers.
Four Basic Types of Gas Turbine Generators
Innovation around efficiency and the need for different power requirements have led to a variety of gas turbine generator designs. There are four basic types:
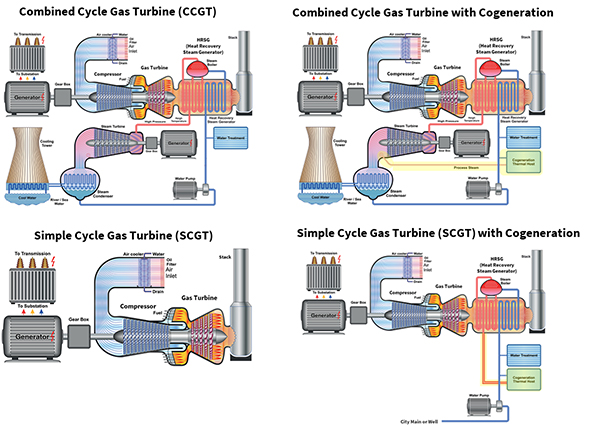
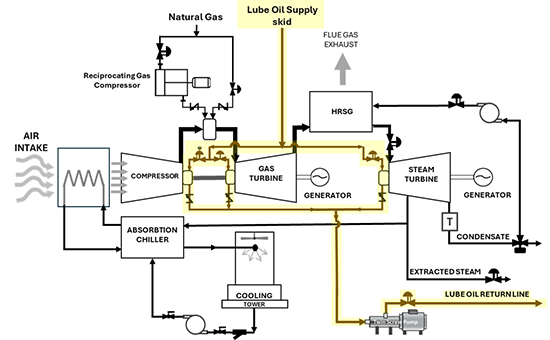
COMBINED CYCLE GAS TURBINE (CCTG)
Uses a gas turbine for power generation paired with a Heat Recovery Steam Generator (HRSG) and steam turbine to generate additional power. In 2022, CCGT plants made up the largest part of the U.S. natural-gas generation fleet – about 58%.
CCGT WITH COGENERATION (CHP)
Adds usable medium-pressure steam from the steam turbine for local industrial process or district heating. Adding an HRSG to a gas turbine raises overall plant efficiency from a simple-cycle 33-43% up to roughly 58-82%.
SIMPLE CYCLE GAS TURBINE (SCGT)
The simplest design – the gas turbine alone generates power and exhaust gases are vented. Used for fast-start, on-demand power: peaking, light industrial, standby emergency, and increasingly the buildout of small-to-med-sized units (1-50 MW) powering AI data centers.
SIMPLE CYCLE GAS TURBINE WITH COGENERATION SCHEMATIC
Pairs an SCGT with an HRSG to deliver medium-pressure steam for local industrial process or district heating. Common at hospitals, universities, small utilities, municipalities, and light industrial sites.
Valve requirements are very similar between CCGT and SCGT systems. The CCGT-with-Cogen process flow diagram below shows where the various valves are used; most (not all) of those same valve requirements appear on SCGT systems as well. The applications below are straightforward – pressure and flow control for various fluids on a mission-critical asset.
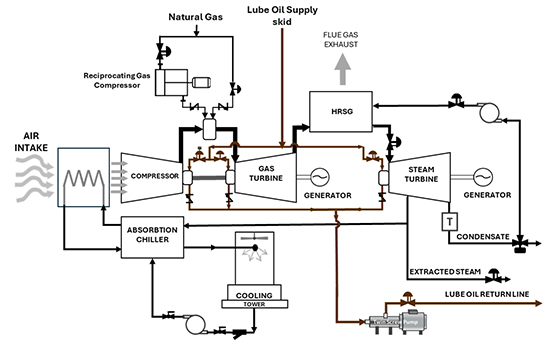
Natural Gas Flow and Pressure Applications
Main Feed to the Reciprocating Gas Compressor
The reciprocating compressor raises natural gas pressure – often in stages – while reducing its volume so the gas mixes properly with highly compressed air for ideal turbine combustion (a very lean 50:1 to 100:1 air-to-gas ratio during normal operation). These positive-displacement compressors have specific, critical inlet (suction) pressure requirements.
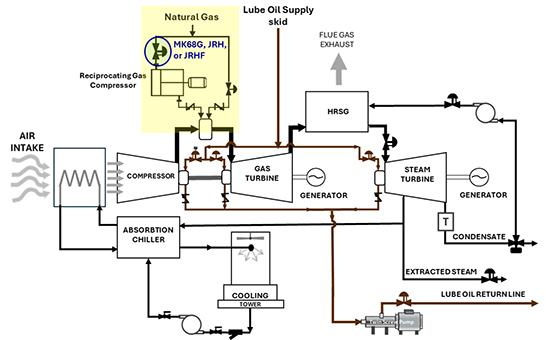
A Jordan Valve Mark 68G Series, a LowFlow JRHF Series, or a LowFlow JRH Series regulates natural gas pressure on the main feed line into the reciprocating gas compressor.
Pilot Burner Gas Control
Pilot burners are used in some industrial gas turbines to ensure stable combustion. Pilot gas is fed alongside the main fuel at the burner tip to maintain a continuous flame and prevent combustion instability. Pressure and lower flow requirements need to be precisely controlled – and the LowFlow Mark 708 Series and 8000 Series valves provide that precise control.
Lubricant Pressure Control Applications
Lubrication is the blood of rotating equipment. Lubrication delivery at precise pressure is not optional – the life of these mission-critical assets depends on it. The American Petroleum Institute (API) developed standards specifically for this application: API 614 for lubrication, sealing and control oil systems, API 612 for special-purpose steam turbines, and API 616 for gas turbines (which typically references API 614 for oil system design).
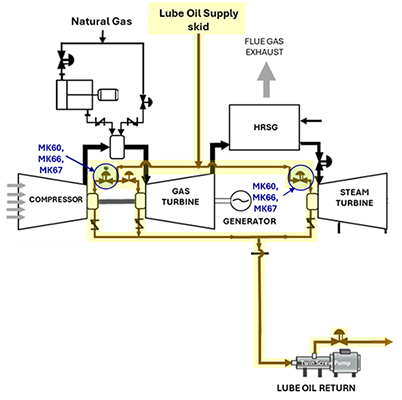
Pressure Reducing Valves (PRVs) for Turbine Lubrication
Jordan Valve pressure reducing valves are widely used for precision lubricant pressure regulation at the point of use, feeding lubricant at specified pressure to turbine or compressor shaft-bearing housings.
- Mark 60 – robust, manually adjusted, industry-best accuracy (least droop)
- Mark 66 – air loaded for higher flows, little droop, 40:1 turndown. Excellent manual or fully automated PRV; when automated with an I/P, it can serve as the final control element for PLC/DCS-based lubricant pressure control with a pressure transmitter
- Mark 67 – pilot-operated high-flow choice with excellent accuracy and turndown
Sliding Gate Control Valves for Turbine Lubrication
Jordan Mark 70 Series sliding gate control valves are also used for precision pressure control at the lubricant point of use when a PLC or DCS is required. Compared with globe-style control valves, sliding gate valves are smaller and lighter, deliver larger Cv per line size, and offer better accuracy and turndown.
- Mark 70/701/702 – for < 2″ applications with Cv < 70, with unbeatable accuracy and turndown (100:1 with smaller Cv; 200:1 on larger Cv)
- Mark 707, 711 for < 6″ installations with Cv < 395; same turndown and accuracy
- Mark 75 – for < 8″ installations with Cv < 600; the wafer design further reduces weight and physical size
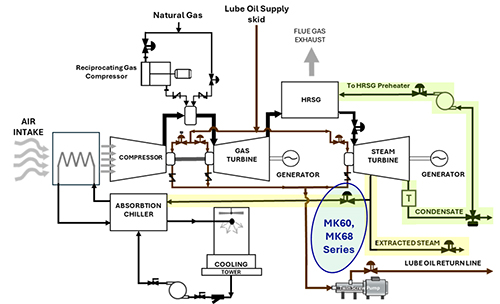
Back Pressure Regulating Valves (BPRVs) for Turbine Lubrication
Lubricant oils eventually make their way back to the lube oil skid to be filtered and cooled. Gear pumps or twin-screw pumps in the return line are often used for this service. Mark 50 Series BPRVs are frequently required at the outlet of these pumps to maintain consistent head pressure, enhance pump performance, and prevent lubricant siphoning – especially when pumping to a lower pressure point.
- Mark 50/51 – larger Cv per line size, better accuracy, smaller footprint than a comparable globe-style valve
- Mark 56/560 – air loaded with 40:1 trurndown
- Mark 57 – piloted with 50:1 turndown and less creep than comparable globe-style valve
- Mark 575 – for tougher industrial environments
Cogenerated Steam & Condensate Pressure Control Applications
Steam not utilized by the steam turbine exits and can be used two ways on CCGT or SCGT cogeneration systems: as a source of heat for absorption chillers, and as steam for local industrial process or district heating. Steam exiting a combined-cycle cogeneration turbine typically ranges from 50 to 250 psig (3.4 to 17.2 barg), depending on the industrial process needs. Unlike utility turbines that exhaust into a vacuum, back-pressure turbines in CHP systems operate at higher exhaust pressures to provide usable process steam. Pressure-reducing or pressure-control valves are used to reduce that steam pressure for distribution to points of use.
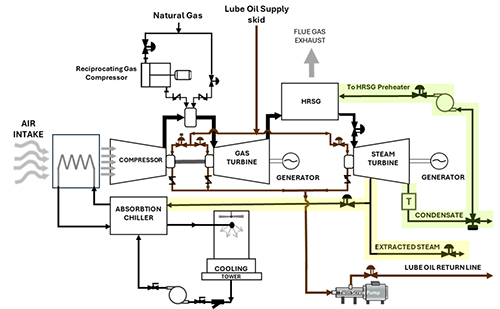
PRVs for Absorption Chiller Steam Supply
Single-Stage (Single-Effect) Absorption Chillers are usually employed to generate chilled water to cool incoming air for the gas turbine compressor. Cooling the inlet air increases its density, allowing the turbine to ingest a higher mass flow – significantly boosting power output and improved efficiency, especially on hot days. These chillers typically operate with low-pressure steam, requiring roughly 9 to 15 psig.
This is a straightforward PRV application with stable incoming supply pressure between 50 and 250 psig (3.4 to 17.2 barg) coming off the turbine.
A < 2″ Mark 68G with its rugged design, 17-4 SS or Viton seat, and Jorlon diaphragm delivers better control than a competitive globe-style PRV
For installations with piping < 4″ and larger Cv, the Mark 60 Series can be used for even greater accuracy.
PRVs for Industrial Process & District Heating Steam
Local industrial process steam pressure is distributed at the high end of the turbine’s extracted steam range, while district heating distribution pressures usually fall between 50 and 150 psig (3.4 – 10 barg), depending on user needs and distance from the turbine. Either way, this is another simple PRV application with a stable incoming supply pressure.
Your PRV choice depends on the criticality of pressure control:
- Revenue-critical, high-CapEx process equipment – reliability and accuracy are paramount. The Mark 60 or Mark 60HP, pilot-operated Mark 67, or air-loaded Mark 66 are the go-to choices
- Traditional district heating – the stakes are not as high. The reliable, accurate, less-costly Mark 68G is the common choice
Back Pressure Regulating Valves (BPRVs) for Condensate
Condensate produced by the turbine and/or absorption chiller is often used as preheat for the Heat Recovery Steam Generator. Depending on line size and piping orientation, the Mark 50, Mark 58A, Mark 58FT, or Mark 58G can be used downstream of the condensate pump to control head pressure and optimize pump flow.
- Mark 50/501 – highest flow capacity and most accurate control
- Mark 58A – used where the piping orientation warrants a right-angle installation
- Mark 58FT – higher flow or bypass capability
- Mark 58G – for traditional straight piping
Marwin Valve Industrial Three-Way Ball Valves for Condensate or Steam
The Marwin 3L or 3T, 2100F Series three-way ball valves are perfectly suited for manual or automated, full port, “L” or “T” side-entry orientations for plant condensate or plant steam applications.
- 3L/T2100F-F Series – < 6″, side entry, flanged, Class 150, full port, 3-way
- 3L/T2100F-A Series – < 4″, side entry, NPT or SW, full port, 3-way
Bestobell Industrial Steam Traps for Condensate
Bestobell Float and Thermostatic traps are a great choice for turbine exhaust condensate drain applications.
- FT Series – FNPT
- PT Series – FNPT, Flanged
- Universal Delta Element Series – a great choice for an absorption chiller application, or as an air vent and condensate trap for a steam turbine or absorption chiller. The single blade delta element responds much faster than stacked-element designs and offers very high continuous capacity for both condensate and air at startup.
Why Turbine OEMs & Operators Choose Jordan Valve
Reliability where it counts – gas turbine generators represent a seven- to ten-digit capital expenditure. Jordan and LowFlow valves are already specified by leading turbine OEMs
- Sliding gate valves – pre-lapped, self-lapping seat delivers tight Class IV shutoff with no special tools for service
- Jorlon diaphragm – proprietary modified PTFE, tested without failure to over 1,000,000 full-stroke cycles – ideal for steam, natural gas, and lube oil
- Best-in-class accuracy – wide diaphragms, short stroke, and broad spring selection deliver the smallest setpoint offset
- Smaller footprint – sliding gate valves are typically more compact and lighter, often a line size smaller than globe-style equivalents on the same Cv
- One suppler – natural gas, lube oil, steam, condensate, and ball valve and steam trap needs all met from a single family of brands
- Quick Ship available – core Mark 60, Mark 50, and Mark 68G models ship in 5 business days or less
Need Help with a Gas Turbine Application?
Talk with a Jordan Valve application engineer about pressure, back-pressure, and flow control on your gas turbine generator. We'll help you select the right model, materials, and trim for your specific serive - natural gas, lube oil, cogenerated steam, or condensate.
 Mark 60 Series
Mark 60 Series  Mark 66 Series
Mark 66 Series  Mark 67 Series
Mark 67 Series  Mark 68G Series
Mark 68G Series  Mark 70 Series
Mark 70 Series  Mark 75 Series
Mark 75 Series